




關鍵詞 |
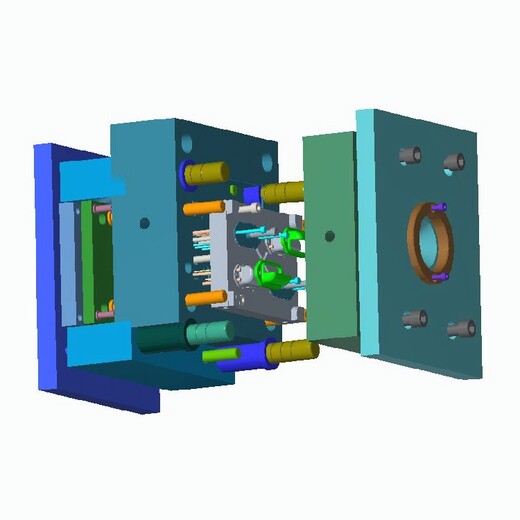
蘇州供應注塑模具,注塑模具球形燈罩,蘇州注塑模具,嘉善供應注塑模具 |
面向地區 |
加工定制 |
是 |
|
模具材質 |
鐵 |
安裝方式 |
移動式模具 |
模具安裝方式 |
固定式模具 |
質量體系 |
ISO9001 |
作用對象 |
塑料 |
材質 |
金屬 |
適用范圍 |
家電 |
注塑壓力是由注塑系統的液壓系統提供的。液壓缸的壓力通過注塑機螺桿傳遞到塑料熔體上,塑料熔體在壓力的推動下,經注塑機的噴嘴進入模具的豎流道(對于部分模具來說也是主流道)、主流道、分流道,并經澆口進入模具型腔,這個過程即為注塑過程,或者稱之為填充過程。壓力的存在是為了克服熔體流動過程中的阻力,或者反過來說,流動過程中存在的阻力需要注塑機的壓力來抵消,以填充過程順利進行。
注塑時間要遠遠低于冷卻時間,大約為冷卻時間的1/10~1/15,這個規律可以作為預測塑件全部成型時間的依據。在作模流分析時,只有當熔體完全是由螺桿旋轉推動注滿型腔的情況下,分析結果中的注塑時間才等于工藝條件中設定的注塑時間。如果在型腔充滿前發生螺桿的保壓切換,那么分析結果將大于工藝條件的設定。
是使處于粘流狀態的塑料,在高溫和一定的壓力下,通過具有特定斷面形狀的口模,然后在較低的溫度下,定型成為所需截面形狀的連續型材的一種成型方法。擠塑成型的生產過程,是準備成型物料、擠出造型、冷卻定型、牽引與切斷、擠出品后處理(調質或熱處理)。在擠塑成型過程中,注意調整好擠出機料筒各加熱段和機頭口模的溫度、螺桿轉數、牽引速度等工藝參數以便得到合格的擠塑型材。特別要注意調整好聚合物熔體由 機頭口模中擠出的速率。因為當熔融料擠出的速率較低時,擠出物具有光滑的表面、均勻的斷面形狀;但是當熔融物料擠出速率達到某一限度時,擠出物表面就會變 得粗糙、失去光澤,出現鯊魚皮、桔皮紋、形狀扭曲等現象。當擠出速率進一步增大時,擠出物表面出現畸變,甚至支離和斷裂成熔體碎片或圓柱。因此擠出速率的控制至關重要。
| 主營行業:注塑加工 |
| 公司主營:注塑加工,塑料產品加工,注塑模具,塑料模具 |
| 采購產品:注塑用塑料粒子 |
| 主營地區:浙江 |
| 企業類型:有限責任公司 |
| 公司成立時間:2022-01-14 |
| 經營模式:貿易型 |
| 公司郵編:314000 |
| 公司電話:0573-1345631 |
大連本地注塑模具熱銷信息




















